



Аппараты для электросварки
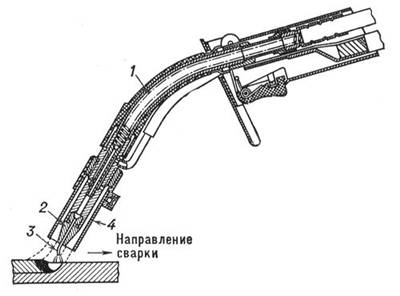
1 — мундштук; 2 — сменный наконечник; 3 — электродная проволока; 4 — сопло.
Сварка это технологический процесс соединения твёрдых материалов в результате действия межатомных сил, которое происходит при местном сплавлении или совместном пластическом деформировании свариваемых частей. Электрический нагрев позволяет получить температуры, превосходящие температуры плавления всех существующих металлов, не изменяет химического состава материала, легко регулируется и автоматизируется.
Наиболее часто выбирая сварку отдают предпочтение именно электросварке.
Наиболее применяемые виды электродуговой сварки:
- плавящимся электродом;
- неплавящимся вольфрамовым электродом в среде защитного газа (аргон или гелий);
- полуавтоматическая с подачей сварочной проволоки в среде защитного газа (окись углерода, аргон или их смесь).
Сварка плавящимся электродом осуществляется на переменном или постоянном токе. Сварку на переменном токе обеспечивают трансформаторы, применяемые для соединения деталей из обычных низколегированных сталей. Более высокое качество шва при сварке плавящимся электродом обеспечивают сварочные выпрямители, которые дают более стабильное горение дуги и используются для скрепления деталей как из обычных низколегированных, так и из нержавеющих сталей.
При сварке вольфрамовым неплавящимся электродом в качестве защитного газа используется аргон или гелий, чаще - аргон, поэтому процесс получил название аргонодуговая сварка.
Аргонодуговые установки работают на постоянном, переменном или импульсном токе. Преимущество таких установок - исключительно высокое качество сварочного шва. Применяются они для сварки деталей из обычных и нержавеющих сталей, алюминия, меди, латуни, титана, сплавов магния. Настройка сварочного процесса достаточно сложна и требует высокой квалификации сварщика.
Сварочные полуавтоматы работают на постоянном или импульсном токе в среде защитных газов. При этом различают процессы с использованием активных газов, например двуокиси углерода, или инерных газов.
Преимущество сварочных полуавтоматов - высокое качество сварочного шва, почти полное отсутствие брызг, высокая производительность. Их недостаток - необходимость использования газового баллона, требующего регулярной заправки, а также определенные сложности, возникающие при работе на открытом воздухе. Эти проблемы решаются путем использования специальной защитной порошковой проволоки вместо баллона с защитным газом, роль которого выполняет флюс, находящийся внутри проволоки в виде порошка. Однако порошковая проволока значительно дороже обычной.
Полуавтоматическая электродуговая сварка плавящимся электродом в среде защитного газа наиболее широко применяется в мастерских автосервиса, так как в отличие от газовой сварки не снижает прочность и коррозионную стойкость сварки тонких листов металла (при кузовных работах), а полученный сварной шов не нуждается в очистке от флюса и окалины.
Использование сварочных процессов для различных металлов
|
Тип металла |
Процесс сварки |
||||
|
плавящимся электродом |
полуавтоматическая |
аргонодуговая |
|||
|
на переменном токе |
на постоянном токе |
на переменном токе |
на постоянном токе |
||
|
Сталь |
+ |
+ |
+ |
- |
+ |
|
Нержавеющая сталь |
- |
+ |
+ |
- |
+ |
|
Алюминий |
- |
- |
+ |
+ |
- |
|
Чугун |
- |
+ |
- |
- |
- |
|
Медь |
- |
- |
+ |
- |
+ |
|
Титан |
- |
- |
+ |
- |
+ |
|
Магний |
- |
- |
- |
+ |
+ |
Оптимальные режимы сварки
|
Вид сварки |
Величина тока (в А) при толщине металла |
||||
|
|
|
|
|
|
|
|
Штучным электродом |
20-45 |
40-90 |
80-130 |
250-350 |
> 300 |
|
Полуавтоматическая в среде защитного газа |
100-125 |
125-145 |
140-150 |
180-190 |
> 300 |
|
Полуавтоматическая порошковой проволокой |
Не применяется |
110-125 |
140-155 |
170-190 |
430-470 |
|
Аргонодуговая |
55-90 |
90-120 |
95-120 |
245-330 |
300-440 |
Редактировано: 20.01.2015 11:37:41